

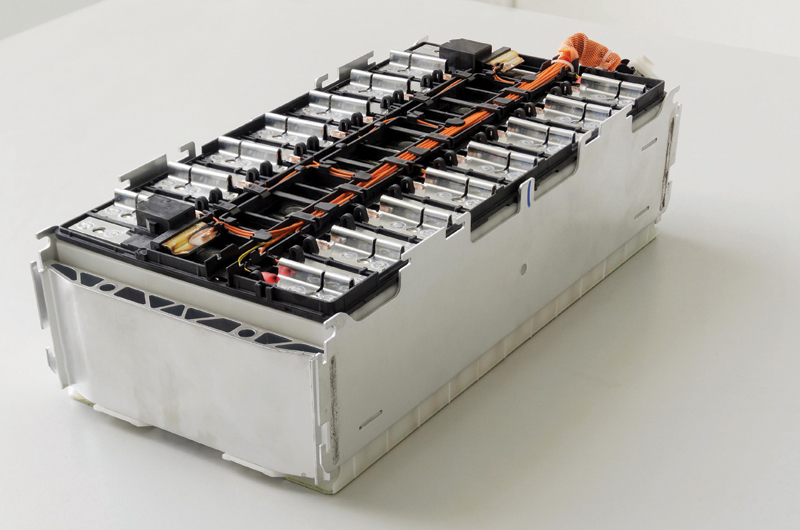
 The prismatic battery, shown in Image 2, is formed in sheets of anodes and cathodes with appropriate and strategically located insulators, and is configured in packs of various sizes to fit the specific product space allocated for intended use. These packs have found more recent applications in phones, computers, and the EV market as well. The negatives of this type of battery cell are that more advanced thermal management is needed to ensure product safety, and they generally have higher manufacturing costs over the cylindrical type.
The prismatic battery, shown in Image 2, is formed in sheets of anodes and cathodes with appropriate and strategically located insulators, and is configured in packs of various sizes to fit the specific product space allocated for intended use. These packs have found more recent applications in phones, computers, and the EV market as well. The negatives of this type of battery cell are that more advanced thermal management is needed to ensure product safety, and they generally have higher manufacturing costs over the cylindrical type. The “pouch”, shown in Image 3, is a relatively new type of battery pack; it is lithium-ion based, like the other types, but it is packed in pouches that can expand and contract about 10%. Pouch cells are typically used in high load current systems like energy storage systems, cell phones, and wearables. They have also made inroads into the EV market. The battery/product designer must account for this increase in space in the product design adding to the product size; furthermore, there is a concern for product safety in regards to punctures of the battery in normal product use.
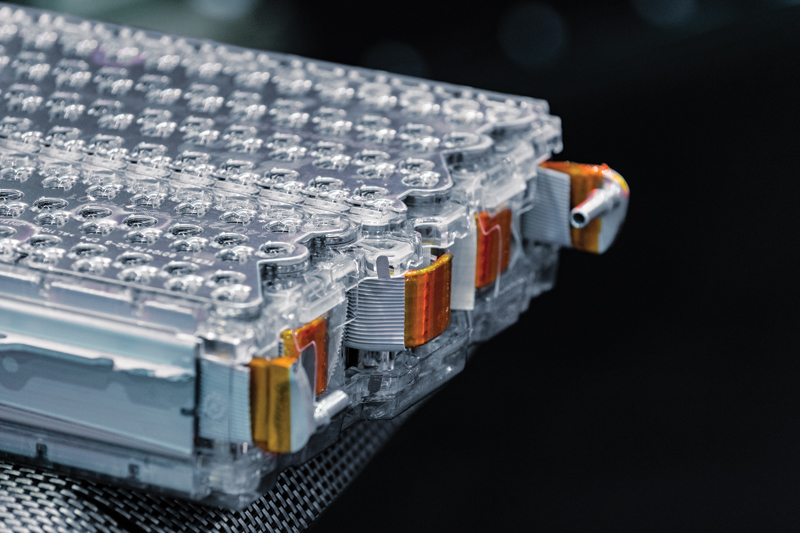
The “pouch”, shown in Image 3, is a relatively new type of battery pack; it is lithium-ion based, like the other types, but it is packed in pouches that can expand and contract about 10%. Pouch cells are typically used in high load current systems like energy storage systems, cell phones, and wearables. They have also made inroads into the EV market. The battery/product designer must account for this increase in space in the product design adding to the product size; furthermore, there is a concern for product safety in regards to punctures of the battery in normal product use.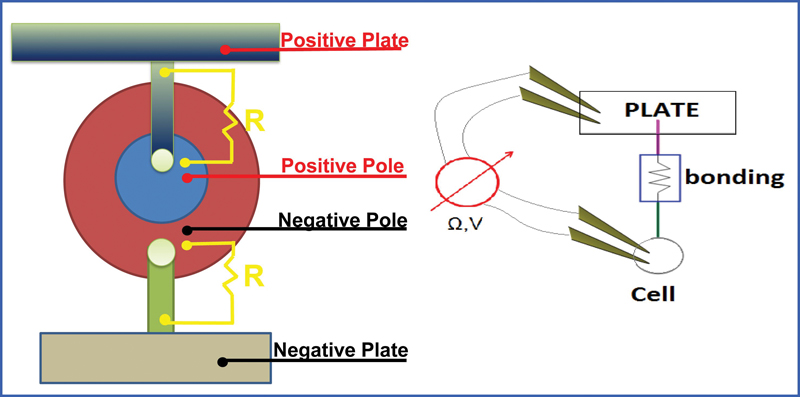 To measure this important connection, typically a 4 wire kelvin test is performed, as shown below in image 4. This requires techniques of probing or contacting the battery cell and corresponding terminal/buss bar, and measuring a very low value resistance. This measurement will vary from one battery manufacturer to another, but is usually in the milliOhm to microOhm (for prismatic cells) range. These measurements are essentially tests to verify the manufacturing process, rather than the quality or energy composition of the individual battery itself. Battery impedance measurements (a 4th parameter) can also be performed, which gives a general condition of the batteries. These measurements do not stress the entire battery pack: they test the batteries between the two terminal plates and help to detect any weaknesses in the cells.
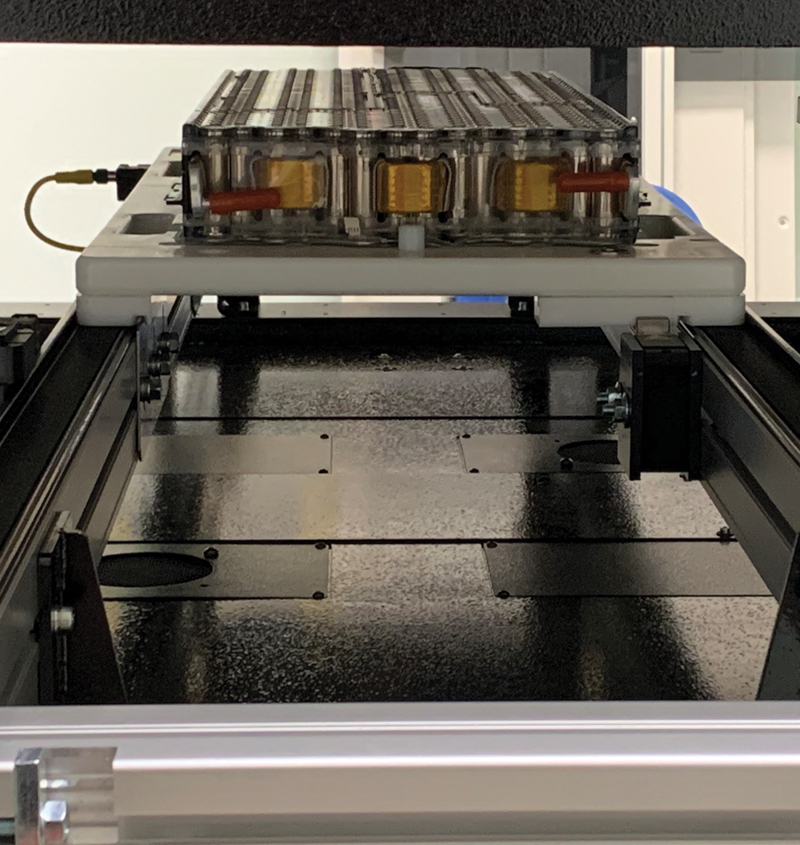
To measure this important connection, typically a 4 wire kelvin test is performed, as shown below in image 4. This requires techniques of probing or contacting the battery cell and corresponding terminal/buss bar, and measuring a very low value resistance. This measurement will vary from one battery manufacturer to another, but is usually in the milliOhm to microOhm (for prismatic cells) range. These measurements are essentially tests to verify the manufacturing process, rather than the quality or energy composition of the individual battery itself. Battery impedance measurements (a 4th parameter) can also be performed, which gives a general condition of the batteries. These measurements do not stress the entire battery pack: they test the batteries between the two terminal plates and help to detect any weaknesses in the cells.
 The benefit of these features is to provide predictive monitoring of events on the production floor, affording customer personnel the opportunity to be proactive in floor maintenance procedures.
The benefit of these features is to provide predictive monitoring of events on the production floor, affording customer personnel the opportunity to be proactive in floor maintenance procedures.