

The globalization of the markets facilitated the transformation of the industrial structure towards sectors where productivity becomes higher. In an effort to increase significantly their throughput capability, the electronic manufacturing focus on finding the right strategic investment decisions to perform rapid and reliable tests of their electronic assembly products. The aim of this article is to describe new methods adopted in order to reach the maximum productivity and to test the proper assembly or functionality of a device under test (DUT) in any Robotic Process Automation scenario.
The first priority is analyzing and eventually redefining the concept of parallel testing. Typically, parallel testing involves validating multiple DUTs simultaneously using a multi-job test station, which shares the hardware and software architectures. This common parallel testing has both advantages and disadvantages. Obviously, it reduces the time to market and drives down cost without sacrificing the system performance.
In an ideal scenario, no maintenance activity is required, but such a condition does not exist. Moreover, better maintenance makes production more efficient. What happens when corrective or preventive maintenance is required on a multi-JOB tester? The parallel test station productivity goes to zero during the downtime. To overcome this drawback, electronics components manufacturers have introduced a new concept of parallelism: the modular parallelism. This solution is especially suitable for ICT, which does not require the integration of external instruments into the test system.
One way to visualize a concept is to make an example. Instead of using a machine that has productivity four, it is possible to use four machines with reduced footprint, each of which has a productivity one, with the result that the throughput remains unchanged.
Most of the readers might think that this solution is a step backwards or sideways. The idea came from the definition of docking station. A docking station is a hardware frame and a set of electrical connection interfaces that enable a notebook computer to serve as a desktop computer. The same concept can be applied to stand-alone systems on wheels. They are part of a Test Island and collaborate through the supervision of a centralized controller interface. Each machine is equipped with a docking station, which is anchored to the floor in order to power on and to keep the system steady. The flexibility lies in the possibility to purchase machines according to the required parallelism.
In case of maintenance, the operator extracts one machine (which has a productivity one in our example) at a time from the Test Island, reducing the productivity of 1/4 during the downtime. It becomes clear that the first objection involves the PCB panelization. Fitting PCBs allows testing the smallest boards and higher quantities of DUTs are tested in a shorter time with a multi-job machine. In addressing the arguments, it should be recalled that the numerous techniques that separate individual PCBs from the array after the testing procedures, could damage overhanging components with a saw blade or router. This may increase the likelihood of sale the damaged products. For this reason, many electronic manufacturers anticipate the depaneling in order to increase the production reliability.

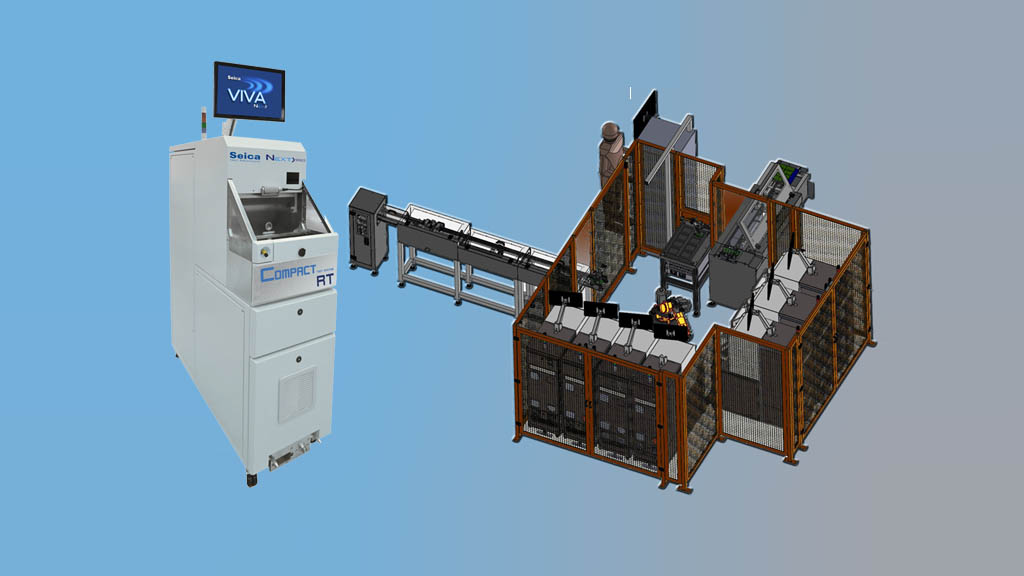
The second point of focus faces the need to manage and monitor different test systems in an automated production line. In order to meet the needs, all the machines are remotely managed by means of a client-server architecture. Such centralized organization ensures the systems remote configuration and the Software deployment. The first economic consequence arising from this is a cost reduction in terms of expert human resources involved. At this point, a proper handling solution guarantees an efficient loading and unloading of test units. The rotary table satisfies the applications that require high throughput to reach the maximum productivity in an automatic in-line process. One of the benefits of a Robotic Process Automation scenario is that the working volume divided in two halves (load area & testing area) is giving the possibility of alternately loading/unloading on one half, while the receiver and the fixture works on the other half to test the DUT.
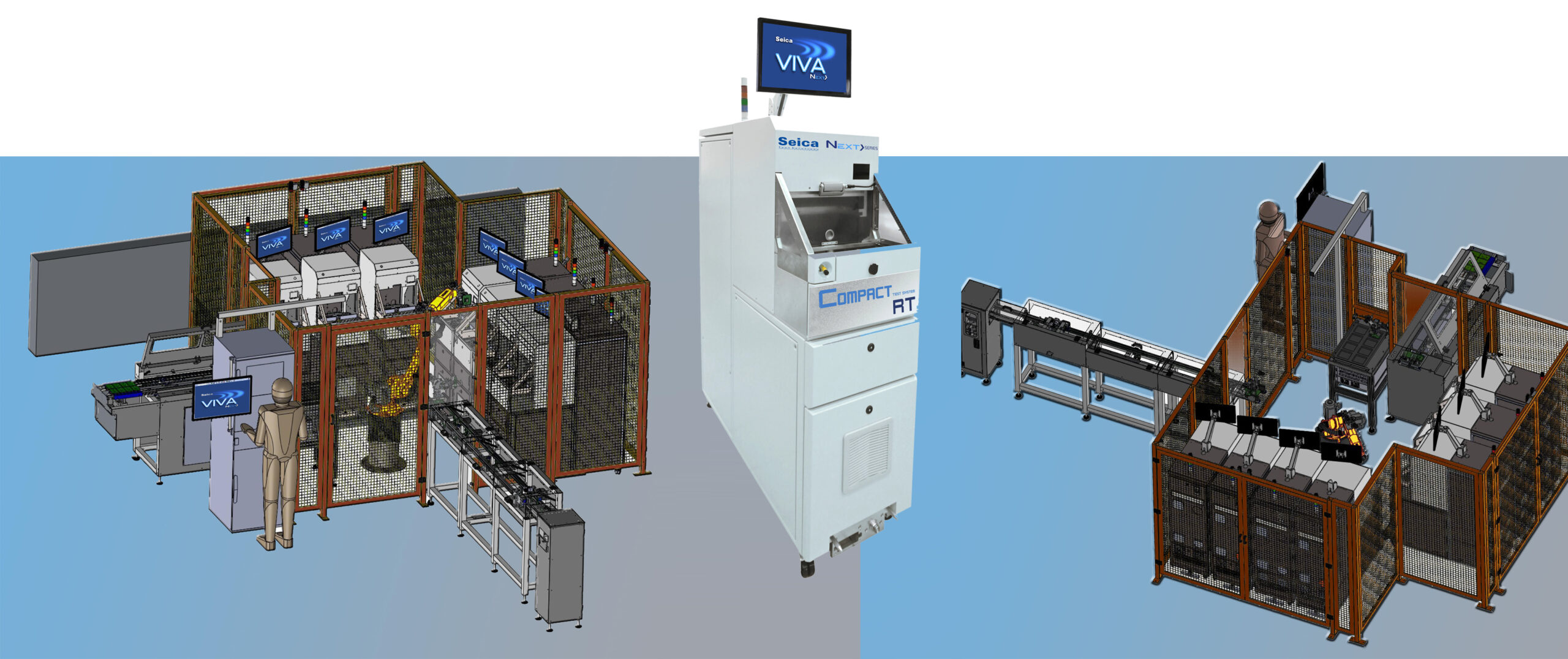
Seica meets the needs of the continuous driving market trend by launching the new Compact RT NEXT> series, which is a fully automatic Rotary Table based system, ideal for medium/high volume production. The Compact RT NEXT>, 450 mm wide, has been designed to provide immediate in-line robot integration to reduce the impact of DUT LOADING/UNLOADING times. Aiming to reduce operating costs while increasing throughput, Seica suggests an automated handling line concept by positioning the machines in circle or aligning them with each other.
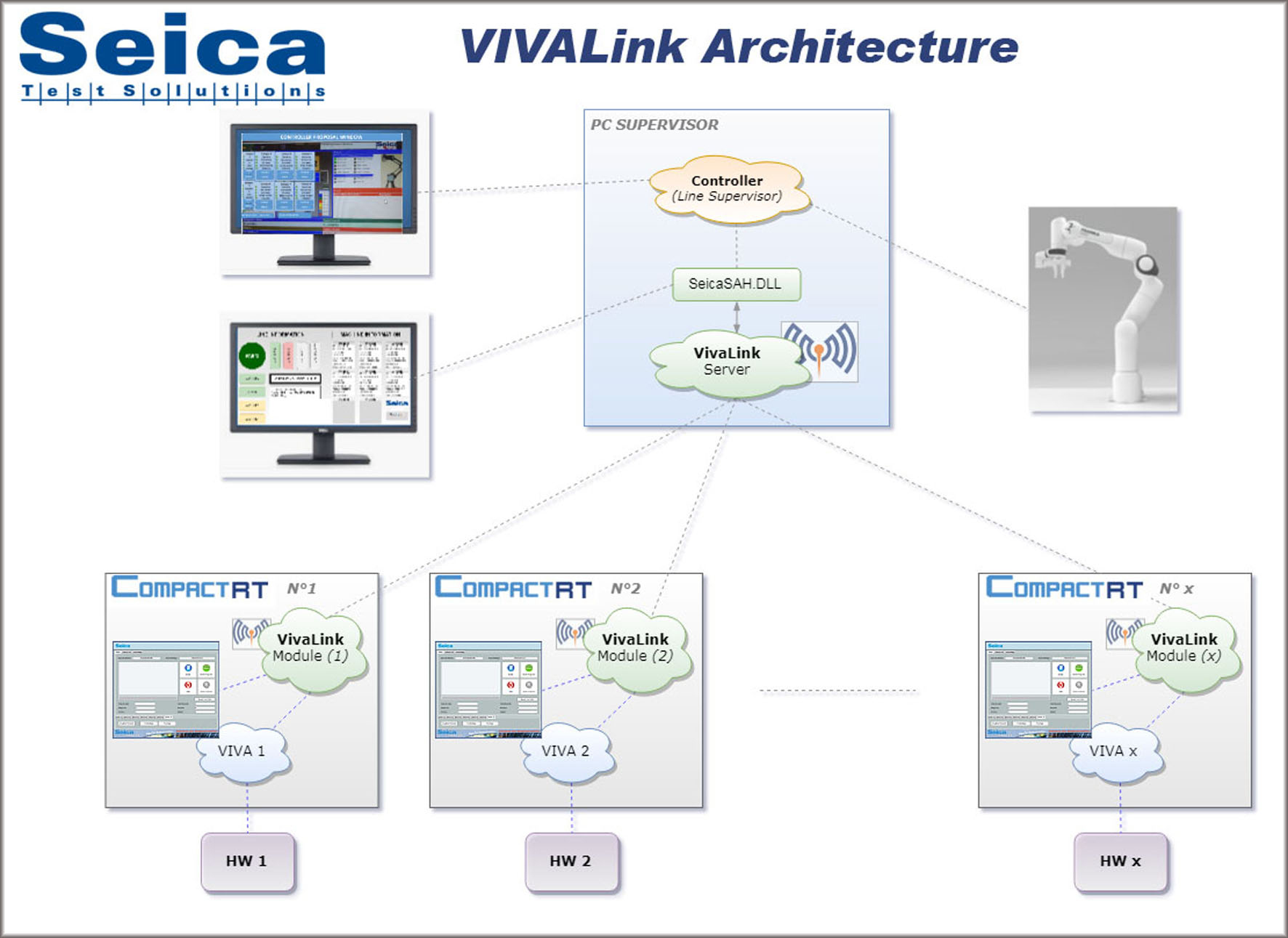
The Compact RT NEXT> is managed by the Seica VIVA proprietary Software, which is a completely process-oriented test environment, designed to streamline test program development. Moreover, the software VivaLink faces the need to manage and monitor different test systems in an automated production line. The main capabilities of the VIVA test-systems and data/board management server software are related to the remote automation and communication between test systems and a centralized VIVA Link Server/Controller. Implementing a client-server architecture, VivaLink simplifies the communication among computing modules connected over a network.
Aiming to maximize the throughput while keeping operating costs and investment costs to the minimum, Seica suggests an automated handling line equipped with Compact RT NEXT> systems that allows the customers to better achieve their goals. The flexibility and the modularity of this solution are perfect for those production lines that are constantly evolving because the customer can add Compact RT NEXT> systems to its line as a function of increasing volumes without upsetting the starting line. It has been proven that three Compact RT NEXT> have the same productivity of one 4-JOB system. Imagine the consequences of a failure rate slightly higher than zero. In case of a 4-JOB system, if one PCB fitted into a panel fails the test, the amount of time per test is further delayed. While the three Compact RT NEXT> systems are completely independent from each other; if one PCB fails, others can move to the next stage. The solution described in this article allows the customer to gain both economic and timing advantages.